Технологии металлургического производства
1.1 Структура и продукция металлургического производства
Металлы и сплавы на их основе являются основными конструкционными материалами, основой современного машинои приборостроения. Объем производства черных и цветных металлов и сплавов всегда является важнейшим показателем уровня развития экономики, мощи и обороноспособности государства [6].
Металлургия – наука об извлечении металлов из природных соединений (руд) и дальнейшей их переработке с целью придания металлу определенных свойств.
Различают черную металлургию, занимающуюся производством железа и его сплавов, и цветную – производство всех остальных металлов и их сплавов.
Металлургическое производство – сложная система производств, базирующихся на месторождении руд, коксующихся углей, энергетических комплексах.
Структура металлургического производства включает: шахты и карьеры по добыче руд и каменных углей; горно-обогатительные комбинаты (ГОК), где обогащают руды, подготовляя их к плавке; коксохимические заводы, где осуществляют подготовку углей, их коксование и извлечение из них полезных химических продуктов; энергетические цеха для получения сжатого воздуха и кислорода, очистки металлургических газов; доменные цеха для выплавки чугуна и ферросплавов; сталеплавильные цеха (мартеновские, конвертерные, электроплавильные) для производства стали; прокатные цеха для переработки выплавленного металла в сортовой, трубный, листовой и специальный прокат.
Основная продукция черной металлургии: передельный (белый) чугун для переработки на сталь; литейный (серый) чугун для получения фасонных отливок на машиностроительных заводах; ферросплавы (ферромарганец, ферросилиций, феррованадий и другие) для выплавки легированных сталей; стальные слитки для производства проката; кузнечные слитки для изготовления крупных кованых валов, роторов турбин, дисков и т.п.
Продукция цветной металлургии: слитки (чушки) цветных металлов для прокатки различных профилей; лигатуры – сплавы из цветных металлов для получения легированных сплавов; слитки чистых и особо чистых металлов для приборостроения, электронной техники и других отраслей.
Для производства чугуна, стали и цветных металлов используют руду, флюсы, топливо и огнеупорные материалы.
Промышленной рудой называют горную породу, из которой на данном уровне целесообразно извлекать металлы или их соединения. Например, в настоящее время целесообразно извлекать металлы, если их содержание в руде составляет: железа не менее 30–60 %, меди 1–6 %, молибдена 0,005–0,02 %.
Бедные руды обогащают на ГОКах, то есть удаляют из руды часть пустой породы и получают концентрат с повышенным содержанием металла.
Флюсы – это материалы, загружаемые в плавильную печь для образования легкоплавкого соединения (сплавления) пустой породы, золы из топлива и других веществ, которые нужно удалить из конечного продукта. Такое соединение называется шлаком. Обычно шлак легче металла, располагается в печи сверху (всплывает) и может быть удален (слит) в процессе плавки. Шлак защищает расплавленный металл от контакта с воздухом и печными газами. Шлак бывает кислым, если в его составе преобладают кислотные оксиды (SiO2; Р2О5) и основным, если преобладают основные оксиды (CaO; MgO; FeO).
Топливом в металлургических печах служат кокс, природный газ, мазут, печные газы. Кокс получают на коксохимических заводах путем сухой перегонки при температуре 10000С (без доступа воздуха) каменного угля специальных коксующихся сортов.
Огнеупорные материалы применяют для внутренней облицовки (футеровки) металлургических печей и ковшей для расплавленного металла. По химическим свойствам огнеупоры разделяют на кислые, основные и нейтральные. Кислые огнеупоры содержат большое количество кремнезема SiO2 (динасовые, кварцеглинистые, кварцевый песок). Основные огнеупоры содержат основные оксиды CaO, MgO (магнезитовый, магнезитохромитовый кирпич). Нейтральные огнеупоры состоят из оксидов Al2O3; Cr2O3 (шамотный кирпич, высокоглиноземный, углеродистые блоки из графита).
При высоких температурах футеровка печи взаимодействует с флюсами и шлаками, поэтому в основной печи нельзя применять кислые флюсы и наоборот, в печи с кислой футеровкой – основные флюсы, так как это приведет к разрушению футеровки печи.
1.2 Производство чугуна
Для выплавки чугуна в доменных печах используют железные руды, топлива и флюсы.
Железные руды содержат железо в различных соединениях (чаще всего оксидах и карбонатах): магнитный железняк Fe3O4 (50–70% Fe); красный железняк Fe2O3 (50–60% Fe); бурый железняк, содержащий гидраты оксидов железа Fe2O3·H2O (30–50% Fe); шпатовый железняк FeCO3 (30–50% Fe).
Топливом для доменной плавки служит кокс, позволяющий получить необходимую температуру и создать условия для восстановления железа из руды. В целях экономии часть кокса заменяют природным газом, мазутом, пылевидным топливом.
Флюсом при доменной плавке служит известняк CaCO3. Это необходимо для удаления серы и фосфора из металла, в который они переходят из кокса и руды.
Сущность выплавки чугуна в доменных печах заключается в восстановлении оксидов железа, входящих в состав руды, оксидом углерода, водородом и твердым углеродом, выделяющимися при сгорании топлива в печи.
Доменная печь (рисунок 1.1) имеет стальной кожух, выложенный внутри шамотным кирпичом. Рабочее пространство печи включает колошник, шахту, распар, заплечики, горн, лещадь. В верхней части колошника находится засыпной аппарат, через который в печь загружают шихту [6].
При работе печи шихта, проплавляясь, опускается вниз. В верхней части горна находятся фурмы, через которые в печь поступает горячий воздух (дутье), необходимый для горения топлива.
Воздух нагревается (для уменьшения потерь тепла и снижения расхода кокса) в воздухонагревателях за счет тепла отходящих из домны горячих газов. Воздухонагревателей три: один подает горячий воздух в домну, второй в это время сам нагревается, третий находится в резерве (или на ремонте). Периодически воздухонагреватели переключаются.
Вблизи фурм углерод кокса, взаимодействуя с кислородом дутья, сгорает. В результате выделяется теплота и образуется газовый поток, содержащий CO, CO2, N2, H2, CH4 и другие газы.
Горячие газы, поднимаясь навстречу опускающейся шихте, нагревают ее, охлаждаясь у колошника до температуры 300–4000С (в районе фурм температура достигает 20000С). При нагреве шихты до температуры 5700С начинается восстановление оксидов железа. По признаку убывания кислорода оксиды железа можно расположить в следующий ряд:
Восстановление оксидов до чистого железа идет по следующим реакциям:
Аналогично восстанавливаются марганец, кремний, фосфор, сера, содержащиеся в руде, топливе, флюсах, огнеупорах.
Часть серы благодаря основному флюсу переводится в шлак
FeS + CaO → CaS + FeO.
На уровне распара и заплечиков железо (точнее сплав железа с углеродом, марганцем, кремнием, фосфором, серой) расплавляется и каплями, протекая по кускам кокса и насыщаясь углеродом, стекает на лещадь печи. Шлак, имея меньшую плотность, располагается сверху металла (всплывает).
Чугун выпускают через чугунную летку каждые 3–4 часа, а шлак через шлаковую летку (она расположена выше чугунной) каждые 1–1,5 часа.
Основной продукцией доменной плавки является чугун (передельный или литейный) разного химсостава (например, 4–4,5% С; 0,8–1,2% Si; 0,15–0,3% Р; 0,03–0,07% S), а также ферросплавы (ферросилиций, ферромарганец, феррохром, феррованадий и др.).
Побочные продукты доменного процесса – шлак (дорожное строительство, шлаковата, цемент, шлакоблочные изделия и пр.) и доменный газ (топливо для воздухонагревателей, для отопления и т.п.).
Доменная печь – агрегат непрерывного действия. Она с момента ввода в эксплуатацию (задувки) работает непрерывно от 5–7 до 12-15 лет. В технической литературе описан случай, когда домна проработала непрерывно 38 лет.
При остановке печи на ремонт прекращают засыпку материалов. Оставшаяся шихта опускается вниз, верхняя часть печи, освобождаясь, сильно нагревается горячими газами. Для предохранения засыпных устройств от разрушения их необходимо интенсивно охлаждать.
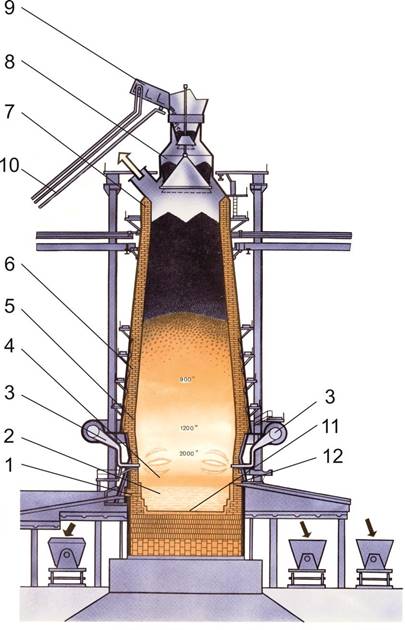
Рисунок 1.1 – Устройство доменной печи: 1 – чугунная летка, 2 – горн, 3 – фурмы, 4 – заплечики, 5 – распар, 6 – шахта, 7 – колошник, 8 – засыпной аппарат, 9 – вагонетка подъемника, 10 – мост, 11 – лещадь, 12 – шлаковая летка, [6]
1.3 Производство стали
Сущность передела чугуна в сталь заключается в снижении содержания углерода и примесей путем их избирательного окисления и перевода в шлак и газы в процессе плавки.
Основными исходными материалами для производства стали служат передельный (белый) чугун и стальной лом (скрап). Сталь отличается от чугуна значительно более низким содержанием углерода и примесей (таблица 1.1).
Таблица 1.1 – Химический состав чугуна и стали, %
Нагрев в процессе выплавки стали осуществляется двумя способами:
а) внешним теплом, вводимым в плавильное пространство печи (мартеновская, электропечь). Так можно перерабатывать жидкий и твердый чугун, а также скрап в любом количестве;
б) химическим теплом, получаемым от реакции окисления примесей в чугуне (конвертеры). В этом случае чугун должен быть жидким, а количество скрапа ограничено (не более 30% от массы загрузки агрегата).
Окислителем служат технически чистый кислород, продуваемый через жидкую массу чугуна, а также железная руда и окалина.
Процесс может быть основным (достаточно полно удаляются сера и фосфор, но трудно раскислить сталь непосредственно в печи) или кислым (сталь очень полно раскисляется, но сера и фосфор не удаляются). При использовании основного процесса раскисление возможно только в ковше.
При окислении примесей кислородом выделяется большое количество тепла, поэтому при продувке жидкого чугуна не только не нужно применять внешние источники нагрева, а наоборот приходится охлаждать агрегаты во избежание перегрева.
Основные реакции окисления примесей:
2Fe + O2 = 2FeO + 264 кДж; FeO + C = CO + Fe — 154 кДж;
2FeO + Si = SiO2 + 2Fe + 330 кДж;
5FeO + 2P = P2O5 + 5Fe + 226 кДж; FeO + Mn = MnO + Fe + 123 кДж.
Нерастворимые соединения в зависимости от плотности будут переходить либо в шлак, либо в металл. Изменяя состав шлака можно добиться того, что нежелательные примеси (например, вредные сера и фосфор) будут удаляться из металла в шлак. Например, сера, входящая в сталь в виде сульфида FeS, растворяется в основном шлаке:
FeS + CaO = CaS + FeO.
Таким образом, регулирование состава шлака с помощью флюсов является одним из основных путей управления металлургическим процессом.
Завершающим этапом выплавки стали является ее раскисление (восстановление железа из оксида FeO). Раскисление осуществляют введением в жидкую сталь раскислителей (ферромарганца, ферросилиция, алюминия) непосредственно в сталеплавильном агрегате (при использовании кислого процесса) и (или) в ковше при разливке (в любом процессе). Сталь выпускают спокойной или кипящей, иногда – полуспокойной. Готовую сталь разливают в изложницы. В настоящее время сталь выплавляется в мартеновских печах, конвертерах и электропечах.
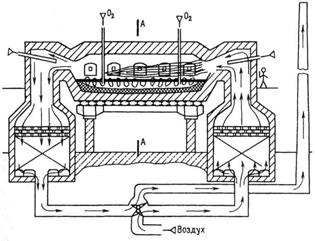
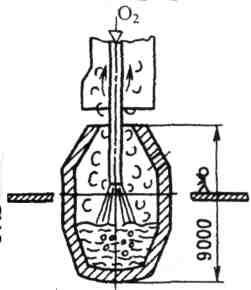
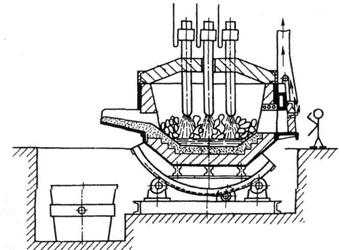
Рисунок 1.2 – Сталеплавильные агрегаты:
а) мартеновская печь; б) кислородный конвертер; в) дуговая электрическая печь
Мартеновская печь (рисунок 1.2, а) – пламенная отражательная регенеративная печь. Она имеет плавильное пространство, ограниченное сверху сводом, снизу подом, с боков – стенками, имеющими загрузочные окна. Футеровка печи может быть кислой или основной. В нашей стране работают мартеновские печи вместимостью 200–900 тонн жидкой стали.
Отапливается печь газом (реже мазутом). Смесь газа и воздуха подогревается в регенераторах (их два – один нагревает смесь газа и воздуха, а второй – нагревается сам отходящими газами) и поджигается, образуя факел. Факел имеет температуру 1700–18000С и нагревает футеровку печи и шихту, а также способствует окислению примесей шихты при плавке.
В зависимости от состава шихты, используемой при плавке различают:
1) скрап-процесс, при котором шихта состоит из стального лома (скрапа) и твердого чушкового чугуна. Такой процесс применяют на заводах, где нет доменного производства (нет жидкого чугуна), но много металлолома (то есть на машиностроительных заводах);
2) скрап-рудный процесс, при котором шихта состоит из жидкого чугуна (до 75%), скрапа и железной руды (для окисления примесей). Преимущественно он применяется на металлургических заводах.
Наибольшее количество стали производят в мартеновских печах с основной футеровкой скрап-рудным процессом.
Кислородный конвертер (рисунок 1.2, б) – это сосуд грушевидной формы из стального листа, футерованный основным кирпичом. Вместимость конвертера 130–350 тонн жидкого чугуна. Конвертер в процессе работы может поворачиваться на цапфах вокруг горизонтальной оси для завалки скрапа, заливки чугуна, слива стали и шлака. Шихта состоит из жидкого передельного чугуна,
стального лома (не более 30%), извести для наведения шлака, железной руды для окисления, боксита (Al2O3) и плавикового шпата (CaF2) для разжижения шлака.
Сначала конвертер наклоняют для завалки шихты, затем поворачивают в вертикальное положение и, через охлаждаемую водой фурму, подают сверху кислородное дутье. Струя кислорода (под давлением 1–1,5 МПа) вызывает перемешивание шихты и ее интенсивное окисление.
Когда содержание углерода и примесей достигает заданного значения, подачу кислорода прекращают, конвертер наклоняют и выпускают сталь в разливочный ковш, где ее раскисляют. После этого сливают шлак.
Конвертирование стали самый производительный способ (плавка длится 25–50 мин), однако трудно получить сталь строго заданного состава.
Электросталь – самая лучшая по качеству, так как в электропечах можно получить высокую температуру металла, создать окислительную, восстановительную, нейтральную атмосферу, вакуум, хорошо раскислить сталь. Поэтому электропечи используют для получения высококачественных легированных, инструментальных, специальных сталей и других сплавов. Из-за значительного расхода электроэнергии сталь получается более дорогой, чем при использовании других способов.
Плавильные печи бывают дуговыми (рисунок 1.2, в) и индукционными.
Дуговая электропечь питается трехфазным током и имеет три электрода из графитизированной массы. Между электродами и металлической шихтой возникает электрическая дуга, теплота которой передается металлу и шлаку излучением. Рабочее напряжение 150–600 В, сила тока 1000–10000 А. Футеровка печи – основная или кислая (реже).
В основной дуговой печи можно осуществить плавку двух видов:
а) без окисления примесей. По сути дела это переплав легированных отходов машиностроительных заводов. В ходе плавки удаляют вредные примеси, доводят металл до требуемого химсостава; раскисляют;
б) плавка на углеродистой шихте с окислением примесей. В печь загружают шихту: стальной лом, чушковый чугун, известь. Электроды опускают и включают ток; шихта плавится. Кислородом воздуха, оксидами шихты и окалины окисляются железо и примеси.
Оксид кальция из извести и оксиды железа образуют основной шлак, способствующий удалению фосфора и серы. После доведения металла до нужного состава сливают шлак и подают раскислители и ферросплавы (для получения легированной стали).
1.4 Основы внепечной обработки металлических расплавов
Ограниченные возможности регулирования физических и физикохимических условий протекания процессов плавки стали в сталеплавильных агрегатах, повышение требований к качеству стали, а также необходимость разработки технологии и производства стали принципиально нового качества привели к созданию новых сталеплавильных процессов, соответствующих современному уровню развития техники. Одним из элементов таких технологий является внепечная обработка стали. Обеспечивая получение не только высокого, а в ряде случаев нового качества, но и повышение производительности сталеплавильных агрегатов, внепечная обработка стали начала особенно быстро развиваться в 60-70-х годах и стала неотъемлемой частью сталеплавильного производства. Внепечная обработка стали — промежуточный передел между выплавкой стали и её разливкой — является относительно новым переделом и обязан своим развитием и успехами в первую очередь достижениям физической химии металлургических процессов и гидродинамики.
Внепечная обработка стали начала активно применяться с 60-х годов, главным образом для повышения производительности дуговых сталеплавильных печей и конвертеров, позволяя вынести часть процессов рафинирования из этих агрегатов в ковш. Однако уже начало внедрения современных процессов внепечной обработки показало, что они позволяют существенно улучшить качество стали (механические свойства, коррозионную стойкость, электротехнические показатели и др.), и получить сталь с принципиально новыми свойствами. Повышение качества стали привело к росту работоспособности машин и конструкций при уменьшении их массы. Другим важным фактором, обеспечившим этот результат, явилась возможность гарантированно получать сталь с узкими пределами содержания элементов. Это позволило уменьшить коэффициент запаса прочности, учитываемый при проектировании, с обычных 1,5 – 3,0 до 1,2 – 1,4, то есть примерно в два раза при сохранении низкого качества стали, её однородности, низкого содержания включений.
Металлургические процессы, обеспечивающие получение указанных результатов, эффективнее протекают при внепечной обработке, чем в сталеплавильных печах благодаря ряду особенностей внеагрегатной обработки [1]:
а) создание наиболее благоприятных термодинамических условий для развития данного процесса, в частности наводка шлака, обеспечивающего наиболее глубокую десульфурацию; б) увеличение скорости взаимодействия с газовой фазой или шлаком вследствие дробления металла на порции (капли) с развитой контактной поверхностью; в) повышение интенсивности массопереноса в металле вследствие его дробления на порции (капли) и, следовательно, увеличение градиента концентраций растворённых в нём элементов.
Результаты внепечной обработки определяются принятыми методами и технологией, с помощью которых она осуществляется. Новые технологии обработки металла как в сталеплавильных печах, так и главным образом вне их, привели к заметному увеличению масштабов производства стали и сплавов, однородных по свойствам и содержащих ничтожно малое количество газов и неметаллических включений. Связанное с этим усложнение технологии оправдывается достигаемыми результатами в отношении качества и надёжности металлопродукции.
Методы внепечной обработки стали могут быть условно разделены на
простые (обработка одним способом) и комбинированные (обработка металла
несколькими способами одновременно). К простым методам относятся: 1) обработка металла вакуумом; 2) продувка инертным газом; 3) обработка металла синтетическим шлаком, жидкими и твёрдыми шлаковыми смесями; 4) введение реагентов в глубь металла [1].
Основными недостатками перечисленных простых способов обработки металла являются: а) необходимость перегрева жидкого металла в плавильном агрегате для компенсации падения температуры металла при обработке в ковше; б) ограниченность воздействия на металл.
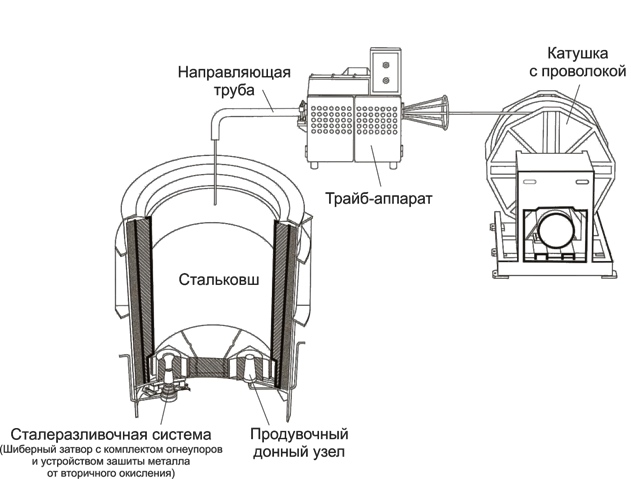
Рис. 1.3 Технологическая схема комплексной внепечной обработки металлов и сплавов
Лучшие результаты воздействия на качество металла достигаются при использовании комбинированных или комплексных способов (рис. 1.3), когда в одном или нескольких последовательно расположенных агрегатах осуществляется ряд операций.
Выбор необходимого оборудования определяется той или иной технологией обработки металла. Несмотря на многоплановость задач, возникающих при решении проблемы повышения качества металла методами вторичной металлургии, используемые при этом приёмы немногочисленны: а) интенсификация процессов взаимодействия металла с жидким шлаком или твёрдыми шлакообразующими материалами путём организации интенсивного перемешивания; б) интенсификация процессов газовыделения путём обработки металла вакуумом или продувкой инертным газом; в) интенсификация процессов взаимодействия с вводимыми в ванну материалами для раскисления и легирования (подбор комплексных раскислителей оптимального состава, введение раскислителей в глубь металла в виде порошков, блоков, с помощью специальной проволоки, искусственное перемешивание с целью облегчения условий удаления продуктов раскисления и т. д.).
1.5 Современные сталеразливочные системы
Системы разливки стали и сплавов комплектуются современными шиберными затворами линейного и поворотного типа с кассетной конструкцией огнеупоров. Применение композитных материалов существенно повышает стойкость огнеупорного комплекта и сокращает время обслуживания. Исключение вторичного окисления предполагает применение различных конструкций устройств защиты, обеспечивающих наилучшее показатели даже без применения защитной трубы [2,3].
Под сталеразливочными системами следует принимать комплекс исполнительных и вспомогательных устройств, осуществляющих автоматическое дозирование расплавленного металла из технологических емкостей (ковши, печи, конвертеры и др.) и обеспечивающих для выполнения данной функциональной цели постоянный и плотный контакт рабочих поверхностей огнеупорных элементов, их самоустановку, своевременную замену расходуемых огнеупорных частей.
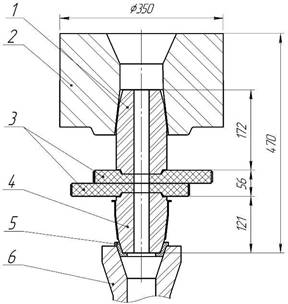
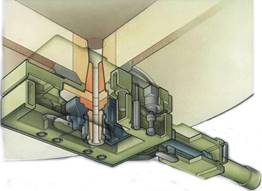
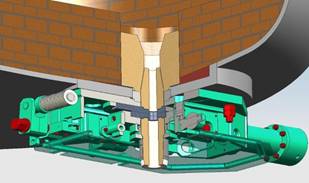
Рис. 1.4 Огнеупорный комплект шиберного затвора: 1 – гнездовой блок, 2 – ковшевой стакан, 3 – шиберные плиты в обечайке, 4 – стакан-коллектор в обечайке, 5 – уплотнительная вставка, 6 – защитная труба
Наиболее ответственными расходными комплектующими сталеразливочных систем являются огнеупорные элементы (рис. 1.4), имеющие различную эксплуатационную стойкость в зависимости от физико-химического состава.
Анализ эволюции развития сталеразливочных систем, позволяет сформулировать требования к шиберным затворам нового поколения:
– многоточечный пружинный механизм равномерного прижатия огнеупорных плит,
– увеличенная долговечность узлов и деталей системы,
– наличие системы фиксации огнеупорных плит,
– минимизация человеческого фактора при эксплуатации системы,
– быстрота и удобство замены огнеупоров.
Применение современных технических решений даёт возможность обеспечить достаточную равномерность приложения прижимного усилия на огнеупорные плиты, обеспечить их самоустановку, компенсировать циклические температурные расширения и износ огнеупорных и металлических деталей затвора, снизить требования к точности изготовления деталей и узлов.
Определено, что требованиям, предъявляемым к шиберным системам последнего поколения соответствуют целый ряд современных моделей зарубежных производителей «Меtacon AG», «Vesuvius», «FloCon», «Interstop»,
«Knoellinger», «Uberzetta», «Sanac» и российского предприятия ООО НПП
«Вулкан ТМ», представленные на рис.1.5 [7,9]. На Украине совместную разработку устройств для дозированного перелива жидкого металла в условиях сталеплавильного производства ведут Донецкий национальный технический университет (ДонНТУ) и НПО «ДОНИКС» [2].
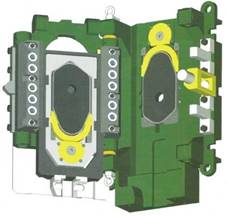
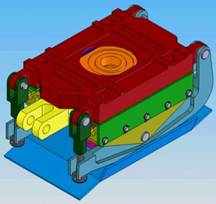
Кассетный затвор с независимыми ползунами Vesuvius (Бельгия)
Кассетный затвор балансирного типа НПО
Кассетный затвор системы LS, Interstop (Швейцария)
Кассетный затвор серии «ВТ», рычажно – балансирный вариант,
НПП «Вулкан-ТМ» (Россия)
Рис. 1.5 Модели шиберных затворов, соответствующих современным требованиям
С целью оптимизации затрат разработан типоразмерный ряд унифицированных двухплитных шиберных затворов серии ВТ и комплектов огнеупорных
изделий в металлических обечайках и бандажах, осуществляется серийная поставка более чем на 20 предприятий РФ и СНГ (Приложение 1).
Таблица 1 – Технические характеристики шиберных затворов серии ВТ
Альтернативные технологии для производства чугуна
Чугун является сплавом железа, содержащим углерод. Его состав может кроме них включать марганцевые, фосфорные, кремниевые, серные и др. компоненты. Изначально материалами для производства чугуна служат железосодержащие руды, топливные материалы, флюсы. Как правило, в виде сырья для производств чугуна применяются железняки, имеющие в составе от 30 до 70% железа и прочих химических веществ в пустой породе, а также вредных серо- и фосфоросодержащих соединений. Топливным материалом для производства чугуна служит кокс, представляющий собой результат сухой, то есть без участия воздуха, переработки каменного коксугля. Применяемые флюсы, чаще всего это кварц, доломит, песчаники и известняки, позволяют снизить температуру расплавления пустой породы, а также привести ее вместе с золой от топлива к шлаку.
Доменное производство чугуна
Наибольшее применение нашел в производстве чугуна доменный процесс. Он включает ряд физических, физико-химических, а также механических проявлений, наблюдаемых в действующей доменной печи. Помещенные в эту печь исходные компоненты (кокс, железосодержащие материалы с флюсами) при прохождении всех операций преобразуются в сплав чугуна, выделяющиеся доменные газы со шлаками. Задача доменного производства чугуна – создание этого сплава из железосодержащих компонентов посредством их переплавления в доменных печах в очень высокой температуре.
Поэтому доменный цех – один из важнейших в структуре завода по производству чугуна. Помимо этого производство чугуна в доменной печи – основа для изготовления стали, прокатных изделий – конечной продукции металлургического цикла других предприятий. Часть чугуна является товарным продуктом, поставляемым в твердом виде в форме небольших слитков (чушек). Их получают на разливочных машинах, установленных в стороне от доменного цеха в специальном разливочном отделении. Другая часть чугуна идет на производство сталей. Газ, получаемый в ходе процесса производства чугуна, используют в мартеновском и коксохимическом производствах в металлургии. Он служит основным топливом нагревательных устройств прокатных цехов, доменных воздухонагревателей.

Чугун выплавляется в печах, куда помещаются, чередуясь слоями, железосодержащие компоненты с флюсами, топливом. От воздействия своей массы они спускаются в низ печи, куда в особые отверстия подается подогретый воздух под определенным давлением. Он поддерживает нужные условия горения загруженного кокса. Технологический процесс производства чугуна предполагает восстановление железа, а также других элементов из их окислов. В процессе восстановления кислород отнимают от окислов и получают из них компоненты или окислы меньшего содержания кислорода.
Читайте также: Современные разновидности сталей
Одним из ведущих способов производства чугуна считается восстановление железа от действия окиси углерода. Она образуется от сгорания в горне печи природного газа. Еще стоит отметить, что восстановление железа, предусмотренное технологией производства чугуна для данных печей, осуществляется постепенно, в процессе поэтапного извлечения кислорода из окислов. Доменный процесс предполагает, что в процессе восстановления железа участвуют как окиси углерода, так и непосредственно сам твердый углерод.

Определенное количество железа также восстанавливается с помощью водорода. В схеме производства чугуна восстановление железа от действия водорода или окиси углерода считается непрямым (то есть косвенным), а восстановление с помощью твердого углерода называют прямым. На самом деле восстановление железа в данном случае осуществляется двумя стадиями. К моменту достижения железорудным составом зоны распада доменной печи, где установилась температура около 1000°С и больше, окислы железа успевают частично восстановиться непрямым путем в зоне, где действуют менее высокие температуры. В результате их прямого разложения углеродом получается полное восстановление железа.
Чугун
На сегодняшний день общемировое производство чугуна фактически достигает 100 млрд тонн в год (в России около 70 млн тонн), что объясняется отличным сочетанием прочности и литейными качествами данного металла. Он используется в тяжелом машиностроении, станкостроении, в производстве бытовой утвари. Чугун, представляющий из себя сплав железа с углеродом, получают в результате сложного химического процесса, в ходе которого образовывается огромное количество шлака, или производственных отходов. Их дальнейшая переработка зависит от многих факторов, главным из которых является, естественно, экономическая составляющая.
Производство высокопрочного чугуна
При производстве высокопрочного чугуна большое место отводится науглероживанию железа. Чугун с такими характеристиками образуется, когда восстановленное в доменной печи из рудного материала железо принимает в себя много углерода и прочих элементов. Начало процесса науглероживания железа характеризуется его образованием в губчатом состоянии на участке печи, где действует температура до 500°С. Только что восстановленное железо выступает в качестве катализатора, способствующего распаду окиси углерода на два компонента: двуокись и сажистый углерод. В итоге распада окиси углерода от температуры 550-650°С получаются карбиды железа, прочих металлов. Наделенный особой активностью, сажистый углерод активно вступает в химическое взаимодействие с частицами железа.
При температуре в 1000°С и больше карбид железа распадается на железо с углеродом. С ростом количества углерода температура в процессе плавления становится существенно ниже. Так, чистое железо расплавляется при температуре от 1539°С, а сплав его с углеродом способен плавиться уже от 1147°С. Плавление сплава происходит в зонах доменных печей, где действуют высокие температуры, то есть внизу шахты. Образующийся жидкий сплав и есть чугун. При стекании вниз он, омывая раскаленные части кокса, еще больше науглероживается.

Науглероживание металла завершается ниже уровня шлаковой летки – в металлоприемнике. Здесь на соотношение углерода с металлом оказывает влияние содержание других компонентов. Итоговое наполнение углеродом при производстве серого чугуна, например, может зависеть от стойкости карбидов, которая в большой степени определяется содержащимися в чугуне примесями. Например, примесь марганца способствует науглероживанию металла, так как он входит в состав карбида, растворяющегося в чугуне. Аналогичное действие оказывают ванадий, хром, титан. Кремний с фосфором или сера препятствуют образованию карбидов. Из-за этого ферромарганец и зеркальные чугуны всегда содержат больше углерода, чем чугуны передельные, ферросилиций или полученные в литейном производстве чугуны.
В ходе плавления восстанавливается не только само железо, но и ряд различных элементов, находившихся в рудной массе. В составе шихтовых материалов в печи, помимо окислов железа, поступают еще окислы и отдельные химические элементы, такие как марганец, хром, ванадий, титан, свинец, медь, цинк, мышьяк и др. Они в полностью или частично восстановленном виде вместе с частицами серы попадают в чугун и влияют на его свойства в худшую или в лучшую сторону. В основах производства чугуна считается, что чаще всего ценными примесями служат кремний с марганцем, а вредоносными – сера с фосфором.
Наличие в чугуне серных компонентов можно уменьшить до оптимального предела путем внедоменного обессеривания. Если выдержать чугун с 2% марганца в ковше-чугуновозе или миксере, то некоторый объем серы в различных ее соединениях с марганцем перейдет из состава металла в шлак. Это возможно благодаря уменьшению растворяемости данного соединения в металлах от снижения температуры. Подобное обессеривание в ковше чугуна может достичь 60%. Кроме этого существуют еще методы внедоменного обессеривания чугунов. В производствах чугуна в мире довольно часто в этих целях используют обессеривающие присадки, такие как известь, кальцинированная сода или металлический магний.
Инновационная технология выплавки чугуна
Разработанная учеными МИСиС установка основана на принципе разделения производственного реактора на две части: плавильную и восстановительную. Это позволит максимально использовать все содержащиеся в использованном сырье ресурсы, а именно извлекать большее количество металла из шлама и шлака. Технология «Ромелт», которая была разработана МИСиС еще в 1980-х годах, была приспособлена для производства в условиях дефицита или отсутствия каменноугольного кокса, но по этой причине технология оказалась менее экологически безопасной. В то же время в доменных типах печей степень окисления была ниже. Благодаря вышеуказанному разделению этот негативный результат удалось немного снизить.
«По требованию заказчика состав шлака может быть подобран для последующей переработки в шлакокаменные изделия, теплоизоляционную шлаковату, выпуска промежуточных продуктов при производстве цемента. За счет уникальной конструкции агрегата расходы энергоносителей могут быть доведены до 500 килограммов угля и 500 нм³ кислорода на одну тонну получаемого чугуна. В результате мы перерабатываем бросовые техногенные отходы, получаем чугун, товарный шлак и концентрат цветных металлов. Отходов в нашей технологии нет», — отметил руководитель группы ученых Геннадий Подгородецкий.
Если вы нашли ошибку, пожалуйста, выделите фрагмент текста и нажмите Ctrl+Enter.
Особенности процесса производства чугуна
В процессе плавления в горн с общей смесью стекает расплавленный шлак. Благодаря его плотности, меньшей, чем у чугуна, он всплывает поверх него. Это явление наблюдается в районе распара печи. Первоначальный шлак получается от сплавления находившихся в пустых породах руд, а также флюсах окислов. При стекании вниз, в процессе накапливания шлак значительно меняется по составу. Благодаря реакциям с компонентами не полностью прогоревшего кокса, расплавляющегося чугуна в нем получают восстановление из своих окислов марганец с железом, а кроме того растворяются соединения серы, зола и кокс.

Читайте также: Электропроводность защитных пленок
Равномерность работы доменных печей, качественное производство отливок из чугуна с его видом зависят от таких свойств шлака, как плавкость, вязкость, текучесть, температура плавления, серопоглотительная способность. Данные качества шлака продиктованы его химическим наполнением, минералогическими свойствами исходных шихтовых компонентов. Химическое содержание шлака предопределяет итоговый состав чугуна, этим объясняется тот факт, что для производства различных чугунов (литейного, передельного и др.) обычно выбирают шлак с определенными свойствами. Расплавленные шлаки и получаемый чугун поочередно выпускаются в особые отверстия – шлаковую и чугунную летки, сначала шлак, потом чугун.

Процессы Corex® и Finex®
Примеры этой технологии включают процессы Corex® и Finex®, которые работают в промышленном масштабе.
Процесс Corex является двух стадийным процессом: в первой стадии железная руда восстанавливается до губчатого железа в шахтной печи с помощью восстановительного газа; на второй стадии восстановленное железо плавится в плавильной печи – газификаторе. Восстановительный газ (СО и Н2), который используется в восстановительной шахте поступает в результате газификации угля с помощью кислорода, образует неподвижный/кипящий слой в плавильной печи – газификаторе. Частичное сжигание угля в плавильной печи – газификаторе приводит к образованию тепла к расплаву восстановительного железа. Расплавленный чугун и шлак сливаются на поду с помощью обычной процедуры выпуска, сходной с той процедурой, которая используется при работе доменной печи.
Вследствие разделения восстановленного железа и плавления железа/газификации угля в две стадии достигается высокая степень гибкости, и может использоваться широкий набор углей. Процесс проектируется для выполнения при повышенном давлении до 5 бар. Загрузка угля и железной руды производится с помощью системы шлюзового бункера.
Восстановительный газ содержит порядка 65–70% СО, 20–25% Н2 и 2–4% СО2. После того как горячие газы покидают плавильную печь – газификатор, он смешивается с охлаждающим газом для регулирования температуры примерно на уровне 850°С. Затем газ очищается в горячем циклоне и направляется в шахтную печь в качестве восстановительного газа. Когда газ покидает шахтную печь, он все еще имеет высокую теплотворную способность и может использоваться для внешнего потребителя, когда существуют такие возможности. Теплотворная способность этого газа оценивается в 7,5 МДж/нм3 в случае использования обычного энергетического угля (28,5% летучих веществ), но угли другого типа могут дать другую теплотворную способность такому газу.
Дальнейшим развитием процесса Corex стал процесс Finex, разработанный совместно немецкой компанией Siemens VAI и корейской металлургической компанией Posco. Основное различие между технологиями Corex и Finex состоит в том, что во второй технологии можно непосредственно использовать пылевидную руду. В процессе Finex четырехступенчатая система с кипящим слоем расположена до плавильной печи – газификатора. После восстановления пылевидной руды в кипящем слое она уплотняется в горячем состоянии перед выгрузкой в плавильную печь – газификатор.
Достигаемые экологические выгоды
В процессе Corex в качестве источника энергии используется уголь. Поэтому предотвращаются выбросы из коксовой печи. Все высшие углеводороды, которые выделяются из угля, подвергаются крекингу с образованием СО и Н2 в плавильной печи – газификаторе. Поэтому не образуются побочные продукты типа смолы, фенола, ВТХ, РАН и т.д.
Сера, поступающая с углем в процесс, в значительной степени абсорбируется в шахтной печи DRI и кальцинированными добавками и впоследствии направляется в плавильную печь – газификатор. Здесь большая часть серы переходит в жидкий шлак как в случае доменного процесса и становится безвредной для окружающей среды. Количество серы, улавливаемой в процессе Corex газом и водой (2–3% от общего поступления серы) намного ниже, чем в случае традиционной технологии коксовая печь/агломерационная установка/доменная печь (20–30%). Газ, поставляемый стороннему потребителю, содержит 10 – 70 частей на млн. H2S, в зависимости от типа используемого угля и рабочих условий. Так как кислород используется вместо воздуха для газификации коксового остатка, не происходит значительного образования NOx и цианидов (CN). Потребность в использовании кислорода приводит к значительной общей потребности в энергии.
Выбросы пыли от процесса Corex значительно ниже, чем при традиционном доменном процессе. Предотвращаются все выбросы пыли в коксовой печи. Содержание пыли в газе для сторонних потребителей меньше 5 мг/нм3. Большая часть пыли, которая улавливается в системе газоочистки, подвергается рециклингу с возвращением в процесс.
Некоторые эксплуатационные параметры установки компании Iscor (в настоящее время Mittal Steel South Africa) приведены в таблице ниже.

Важные эксплуатационные данные установки с процессом Corex компании Iscor’s Pretoria Works, Южная Африка (выведена из эксплуатации и демонтирована в 1998 году)
Взаимодействия между средами
Восстановительный газ из плавильной печи – газификатора очищается в циклонах. Пыль из этих циклонов можно возвращать в плавильную печь – газификатор. Колошниковый газ из шахтной печи и охлаждаемый газ (для охлаждения восстановительного газа) очищаются в скрубберах, и, поэтому, образуется шлам. Шлам в основном можно подвергнуть рециклингу в плавильной печи – газификаторе после грануляции или поставлять в химическую промышленность. Небольшая часть (не определенная количественно) может депонироваться.
Процесс Corex отличается высоким удельным потреблением угля и относительно большим расходом отходящих газов, с теплотворной способностью, от средней до высокой Использование таких отходящих газов в качестве источника энергии в значительной степени определяет энергетическую эффективность процесса. Охлаждающая вода поставляется в замкнутый цикл.
Сообщаются данные о капитальных затратах: 195 евро за тонну жидкого металла. В данном примере осуществлен перевод тогдашнего валютного курса в ЭКЮ, а затем в евро.
Читайте также: Раздвижные двери межкомнатные своими руками 20.02.2021 28
После того как установка Corex была успешно пущена в эксплуатацию в 1995 г. компанией Posco на заводе Pohang Works в Южной Корее, она была подвергнута реконструкции с переходом на конфигурацию процесса Finex, с производительностью 600 тыс. т/год в 2003 г. На этой установке четырехстадийная система с кипящим слоем была расположена до плавильной печи – газификатора. После восстановления пылевидной руды в кипящем слое эта мелочь уплотняется в горячем состоянии перед загрузкой в плавильную печь – газификатор. Вторая установка с годовой производительностью 1,5 млн. т была пущена в эксплуатацию на том же заводе в апреле 2007 г.
К концу 2007 г. в эксплуатации находилось 6 установок типа Corex и 2 – типа Finex, с общей производительностью 7,45 млн. т жидкого металла (таблица ниже).

Общее представление об установках Corex и Finex
Еще одним примером восстановительной плавки является технология Primus®, в которой используется двухстадийный процесс. Эта технология представляет собой сочетание многоподовой печи (MHF), предназначенной для сушки, нагрева и начала восстановления, за которой установлена электродуговая печь (EAF), в которой происходит полное восстановление железа, и получается жидкий металл, образуется шлак, а завершением процесса является восстановление цинка. Эта технология дает возможность перерабатывать типичные остатки от выплавки чугуна и стали, которые обычно не подвергаются рециклингу на существующих установках, такого типа как пыль с EAF, шлам доменных печей, шлам сталеплавильного производства и промасленная прокатная окалина.
Процессы в стадии разработки
Следующие процессы восстановительной плавки находятся в завершающей стадии разработки, и кратко описаны в этом подразделе:
- HIsmelt
- Прямое восстановление железной руды (DIOS)
- AISI-DOE/CCF
- ROMELT
В таблице ниже подытожены характеристики этих процессов. Краткое описание этих процессов будет приведено далее.

Характеристики процессов восстановительной плавки, находящиеся в стадии разработки
HIsmelt
В этом процессе руда, уголь и флюсы вдуваются в ванну с расплавом чугуна с помощью восьми фурм, из которых четыре используются для вдувания холодного угля и извести, а четыре служат для вдувания руды и доломита (5 %) в условиях температуры 600–700°С. Руда быстро восстанавливается и плавится непосредственно в расплавленной ванне. Горячее дутье (1200–1250°С) с содержанием кислорода 35 % вдувается через центральную фурму через шлак, вызывая образование СО и Н2 в отходящих газах после сжигания. Обычно требуется ванна из жидкого металла для начала процесса. Выпуск горячего чугуна происходит непрерывно с помощью копильника, в то время как выпуск шлака проводится партиями через каждые 2-3 часа с помощью шлаковой летки.
SR в процессе HIsmelt дает в результате более низкое содержание кремния, которое составляет менее 0,01 %, а также более низкое содержание фосфора, менее 0,02 % в расплавленном металле.
Установка HIsmelt была пущена в эксплуатацию в г. Квинана, Западная Австралия корпорацией HIsmelt. Эта установка спроектирована на годовую производительность 800 тыс. т жидкого чугуна.
По сравнению с процессом в доменной печи предсказывается экономия топлива в 10 %. Кроме того, нет больше необходимости в установке для предварительной подготовки железной руды (установка для получения окатышей, агломерационная установка) и коксовой печи. В отличие от других процессов восстановительного плавления необходимо горячее дутье. Это, вероятно, будет оказывать влияние на выбросы NOx, что негативно сказывается на процессе.
DIOS
Процесс непосредственной плавки железной руды (DIOS) состоит из трех вспомогательных процессов: печи предварительного восстановления с псевдоожиженным слоем (PRF) для предварительного восстановления железной руды, печи для реформинга газа (GRF) для смешения угольного порошка с газом и печи восстановительного плавления (SRF) для дальнейшего восстановления и плавления железной руды.
Кислород для сжигания вдувается в верхнюю часть SRF. Образующийся монооксид углерода (СО) используется для предварительного восстановления железной руды в PRF. Азот вдувается через дно SRF для перемешивания шлака в печи.
Пилотная установка компании NKK на заводе Keihin Works, Япония, находится в работе с 1994 г., производя примерно 500 т чугуна в день.
Ожидается, что потребление энергии в процессе DIOS должно быть на 5–10 % ниже, по сравнению с маршрутом доменной печи. Кроме того, больше не требуется установка для предварительной переработки железа (установка для получения окатышей, агломерационная установка) и коксовой печи.
AISI-DOE/CCF
Проект AISI-DOE (Американский институт черной металлургии и Министерство энергетики США) и проект печи циклон – конвертер (CCF) начались как два отдельных проекта.
Проект AISI-DOE был совместным научно-исследовательским проектом прямого восстановления с получением чугуна рядом американский университетов и американский и канадских компаний в секторе производства стали. Координатором проекта был Американский институт черной металлургии, а спонсором Министерство энергетики США. Цель проекта состояла в производстве стали из предварительно восстановленной железной руды и угля в вертикальном плавильном устройстве подового типа. Разработка этого плавильного устройства стала самой важной частью проекта.
Проект CCF был совместной инициативой компании Corus, Эймейден, Нидерланды, и сталелитейного завода Ilva, Италия. Самой важной частью проекта стала разработка циклонного реактора. В циклоне железная руда предварительно восстанавливается и плавится. Расплавленная смесь падает в нижнюю часть реактора, где завершается восстановление. Топливо представляет собой зернистый уголь, который вдувается вместе с кислородом в нижнюю часть реактора.
Высокая рабочая температура в циклонном реакторе и тот факт, что он может работать с высоким уровнем примесей из расплавленной ванны, делает возможной прямую связь предварительного восстановления и стадий конечного восстановления. Объединение двух стадий означает, что эффективная передача тепла не имеет решающего значения, так как не имеется охлаждения между стадиями. Тот факт, что как предварительное восстановление, так и конечное восстановление имеют место в одном реакторе, представляет важное различие между CCF и другими существующими установками для восстановительного плавления.
Проект CCF сконцентрирован главным образом на разработке циклонного реактора.
В 1995 г. обе стороны поняли возможность объединения своих технологий. При таком объединении можно реализовать пилотную установку восстановительного плавления.
Проект AISI-DOE был проверен в ряде испытаний, но пилотная установка не была сдана в эксплуатацию. Проект CCF был испытан в масштабе пилотной установке, с производительностью 20 т/ч.
Так как не требуются коксовая печь, агломерационная установка или установка для получения окатышей, можно ожидать заметного снижения выбросов. Потребление энергии на тонну стали должно быть ниже. Кроме того, можно получить энергию из отходящих газов, которые выходят из циклона при 1800°С.
ROMELT
Процесс ROMELT (РОМЕЛТ) – процесс, разработанный в Московском институте стали и сплавов под руководством проф. В.В. Роменца. Он сходен с другими плавильными процессами в печах подового типа, но в нем не используется предварительное восстановление. В процессе используется руда и отходы оксидов. Сообщается, что потребление угля составляет 900–1200 кг/т.
На пилотной установке на Новолипецком металлургическом заводе с производительностью 500 – 1000 т/сутки произведено 300000 т чугуна в год.
Читайте также: Статьи
Так как не требуется коксовая печь, аглофабрика или установка для получения окатышей, можно ожидать значительного снижения выбросов по сравнению с обычной технологией выплавки чугуна. Потребление энергии на тонну жидкого металла также должно быть ниже.
Процесс РLASMAMELT
В процессах восстановительной плавки на основе плазмы реакции имеют место в заполненной коксом шахтной печи с фурмами, расположенными симметрично вокруг нижней части печи. Шахта полностью заполняется коксом. Плазменные генераторы и оборудование для вдувания оксидов металлов, смешанных со шлакообразующим материалом и, возможно, восстановителями, прикреплены к фурмам. Перед каждой фурмой внутри столба кокса образуется полость, в которой происходит восстановление и плавление. Через регулярные интервалы образующиеся шлак и металл выпускаются с пода шахтной печи.
В случае плавления железной руды можно использовать отходящие газы из печи, состоящие главным образом из монооксида углерода и водорода, для предварительного восстановления руды. В других применениях процесса, таких как утилизация легированных металлов из пыли рукавных фильтров, образующийся газ утилизируется как топливный газ. Если в сырьевом материале содержатся металлы с высоким давлением паров, например цинк и свинец, эти металлы покидают печь с отходящими газами, которые затем проходят через конденсатор, в котором металлы утилизируются из газа.
Процесс AUSMELT
Процесс Ausmelt был разработан компанией Ausmelt Ltd. Австралия. Кусковая руда или рудная мелочь непрерывно подается в конвертер вместе с кусковым углем и флюсом. Угольная мелочь, кислород и воздух вдуваются, что позволяет проводить погружное сжигание. Степень окисления и восстановление контролируются с помощью корректировки соотношения воздуха к топливу, а также доли угольной мелочи, вдуваемой через фурму. Все реакции завершаются в одном реакторе.
Источник https://eti.su/articles/over/over_1662.html
Источник https://iopent.ru/pro-materialy/domennyj-process-proizvodstva-chuguna.html