Сварка стальных труб
Трубы, из которых строят газопроводы, чаще всего монтируют посредством неразъемных соединений. Для стальных и полиэтиленовых труб применяют сварные соединения. Обжатие пресс-фитингами тоже относится к неразъемным и используется для медных и металлополимерных газопроводов. Медные трубы также можно паять.
Для присоединения технических устройств, контрольно-измерительных приборов, газоиспользующего оборудования применяют разъемные соединения, чаще всего резьбовые или фланцевые. Разъемные соединения с годами могут дать утечку. Уплотнительные материалы со временем теряют свои свойства (стареют). В результате вибрации и иных механических воздействий они ослабевают, что приводит к негерметичности. Неразъемные соединения являются предпочтительными. Они обеспечивают необходимую прочность и герметичность весь период эксплуатации.
Что такое сварка?
Определение понятию сварка дает ГОСТ Р 58904-2020 « Сварка и родственные процессы. Словарь. Часть 1. Общие термины». Сваркой называется п роцесс соединения двух деталей и более, в результате которого получают неразъемное соединение материала заготовок, с помощью нагрева и (или) давления с применением или без применения присадочного материала. При строительстве и эксплуатации газопроводов используется сварка плавлением. Результатом является сварной шов, включающий металл шва и зону термического влияния (рис.1).

Рис. 1 Сварной шов
Для соединений стальных газопроводов применяют газовую или ручную дуговую сварку. При газовой сварке металл и сварочная проволока расплавляются пламенем газовой горелки, обычно – ацетилен-кислородной. Электродуговая сварка использует электрическую дугу для нагрева и плавки металла.
Часто при строительстве, врезках, ремонте необходима газовая резка. Она производится струей кислорода. Место реза предварительно разогревается пламенем пропан-кислородной газовой горелки.
Историческая справка
У истоков возникновения сварочных технологий стоят российские ученые Н.Н. Бенардос и Н.Г. Славянов. Электрическая дуговая сварка была изобретена талантливым инженером Николаем Николаевичем Бенардосом (рис.2) в 1881 году. Патенты получены в России и европейских странах: Франции, Великобритании, Германии, Австро-Венгрии и других. Изобретение получило золотую медаль Парижской международной электротехнической выставки. Николай Гаврилович Славянов в 1888 году впервые в мире применил на практике дуговую сварку металлическим плавящимся электродом под слоем флюса. До него применялись угольные электроды.

Рис.2 Николай Николаевич Бенардос
Газовая сварка изобретена в конце ХIХ века, вместе с промышленным производством кислорода и ацетилена. Первую ацетилен-кислородную сварочную горелку сконструировали французские ученые Э.Фуше и Ш.Пикар, получившие на нее патент в 1903 году. Сам ацетилен был открыт намного раньше, в 1836 году. Но доступным продуктом он стал после того, как в 1890-х годах был найден способ изготовления карбида кальция из известняка и угля. Именно из него в ацетиленовых генераторах получали горючий газ, обеспечивающий температуру пламени свыше 3000 0 С. Интересный факт: ацетилен обладает наркотическим действием . При концентрации в 10% ощущается легкое отравление, при концентрации 15% наблюдается болтливость, затем сонливость.
В начале XX века газовая сварка являлась основным способом сварки металлов, так как обеспечивала получение надежных сварных соединений. Электродуговая сварка той поры из-за отсутствия надежных источников питания не давала качественных сварных швов. Газовая сварка занимала лидирующие позиции вплоть до 1930-х годов. Магистральные нефтепроводы «Баку-Батуми» и «Грозный-Туапсе» построены газовыми горелками.
Дальнейшее развитие технологии сварки неразрывно связано с именем Евгения Оскаровича Патона и его сына Бориса Евгеньевича. Первый руководил институтом электросварки (г. Киев) , который с 1953 года носит его имя. Второй, академик АН СССР, руководил институтом после смерти отца. Автор свыше 400 изобретений. Изучал процессы автоматического сваривания под флюсом, проблемы управления сварочными процессами, создания роботизированных комплексов.
Типы сварных соединений
Сварными называются неразъемные соединения, полученные в результате сварки, они могут быть стыковыми, угловыми, тавровыми и нахлесточными (рис.3). Для соединений труб газопроводов применяют стыковые и угловые соединения. Сварной шов – это часть сварного соединения, образовавшаяся в результате кристаллизации металла сварочной ванны. Сварные швы подразделяют на стыковые (для стыковых соединений) и угловые (для угловых, тавровых и нахлесточных соединений).
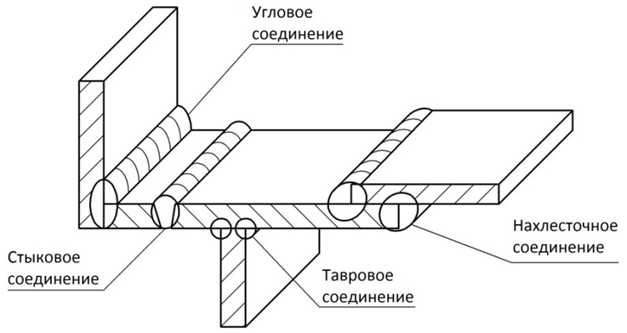
Рис.3 Типы сварных соединений
Требования к сварным соединениям стальных трубопроводов устанавливаются ГОСТ 16037 «Соединения сварные стальных трубопроводов. Основные типы, конструктивные элементы и размеры». Стандарт распространяется на сварные соединения трубопроводов из сталей и устанавливает основные типы, конструктивные элементы и размеры сварных соединений труб с трубами и арматурой.

Рис.4 Стыковое соединение трубопровода
Для соединения труб газопроводов в основном применяют стыковые соединения (рис.4), детали которого расположены в одной цилиндрической поверхности. Качество стыкового соединения хорошо контролируется, на образование шва расходуется меньше присадочного материала. Но требуется точная сборка под сварку, так как необходимо выдержать одинаковый зазор между кромками деталей по всей длине стыка.
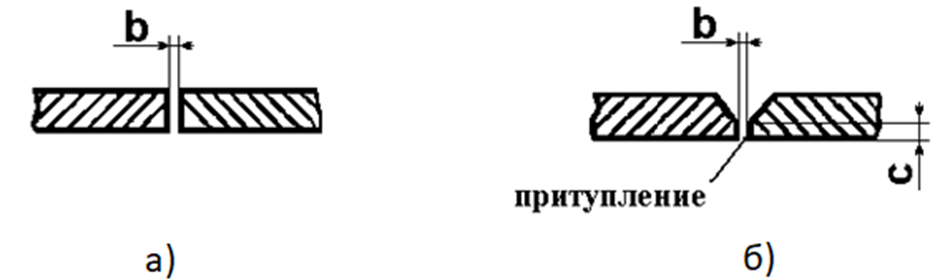
Рис.5 Подготовка кромок стыковых соединений
Подготовка стыкового соединения для сварки может проводиться без скоса кромок (рис.5, а) или со скосом кромок (рис.5, б). Скос кромок производится под углом 30 0 . Важно выдерживать размер притупления кромок. Подготовка кромок производится механической зачисткой или газовой резкой с последующей зачисткой шлифовальной машинкой. При сборке труб под сварку необходимо точно выдерживать расстояние между соединяемыми трубами, обозначенное на рисунке 5 буквой b. Для сварки газопроводов применяют стыковые соединения по ГОСТ 16037 типов С-2 – одностороннее соединение без скоса кромок, С-17 — одностороннее соединение со скосом кромок.

Рис.6 Приварка фланца к трубе
Угловым называется соединение двух деталей, расположенных под углом друг к другу и сваренных в месте примыкания их кромок. Угловые соединения под углом 90 0 применяют для соединения труб и фланцев (рис.6), а также для присоединения ответвлений к трубе.
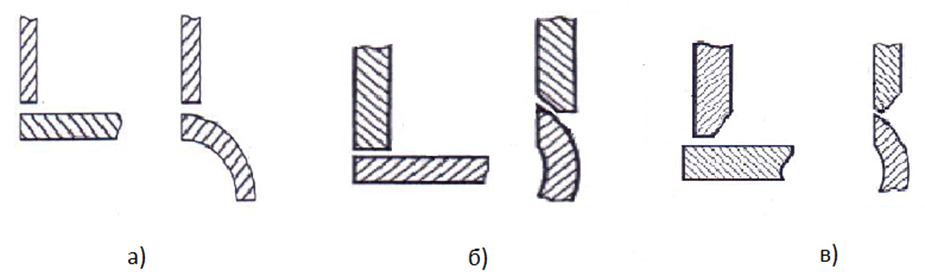
Рис.7 Подготовка под сварку угловых швов
а) угловое соединение У-17; б) угловое соединение У-18; в) угловое соединение У-19
Для сварки газопроводов применяют угловые соединения по ГОСТ 16037 типов:
— У-17 – одностороннее соединение без скоса кромок при отношении наружного диаметра ответвления к наружному диаметру трубы не более 0,5 (рис.7, а);
— У-18 — одностороннее соединение без скоса кромок при отношении наружного диаметра ответвления к наружному диаметру трубы более 0,5 (рис.7, б);
— У-19 — одностороннее соединение со скосом кромок (рис.7, в).
В отдельных случаях для соединения труб применяют нахлесточные соединения, когда кромки свариваемых деталей расположены параллельно одна над другой и наложены друг на друга. Такое соединение необходимо для соединения труб разных диаметров при отсутствии переходов, в этом случае труба меньшего диаметра вставляется внутрь трубы большего диаметра. Нахлесточные соединения допускаются на надземных и внутренних газопроводах низкого давления при условном проходе не более 50 мм.

Автор статьи: Вершилович Владислав Адамович
— Место работы — ООО «Газпром газораспределение Нижний Новгород»
— Автор популярных книг и учебных пособий по устройству и эксплуатации газового оборудования
Пройдите курсы по промышленной безопасности
И получите удостоверение

Правообладатель: Учебный центр «Академия Безопасности»
Все права на статьи и другие информационные материалы, размещённые на данном сайте, принадлежат его владельцу и авторам этих статей. Любое использование материалов, включая перепечатку (частичную или полную), допустимо только при указании авторства (ЧОУ ДПО «УЦ «Академия Безопасности») и установлении прямой активной гипертекстовой ссылки на сайт в виде: «источник: ab-dpo.ru», а также при сохранении всех активных гиперссылок, содержащихся в публикуемых материалах. Недопустимо использование е-mail адресов, находящихся на страницах сайта, для занесения в базы данных и проведения несанкционированных массовых СПАМ рассылок.
Другие Статьи раздела
ДРУГИЕ Статьи РАЗДЕЛА Промышленная безопасность

Прочитайте статью про соединение полиэтиленовых труб газопроводов с помощью деталей с закладными нагревателями.

Полиэтиленовые трубы имеют ряд преимуществ перед стальными и в последние десятилетия приоритетно используются при прокладке газопроводов. Они не требуют защиты от коррозии. Они легче, поэтому их проще транспортировать и монтировать.
Виды швов при сварке труб ручной дуговой сварки
Сварка стыков трубопровода — технология, оборудование, расходники
Металлические трубы давно заняли прочное место в хозяйственно-промышленной деятельности человека и в нашем быту.
Металлические пустотелые конструкции используют везде, где требуется передача воды или других жидко- и газообразных субстанций, пара, добавим сюда, конечно, нефть.
Трубопроводы прокладывают и над землей и под ней, тянут через горы, морское дно и пустыни. Для каждого свои правила укладки, но требование одно – герметичность и безопасность данных инженерных коммуникаций.
Поэтому при эксплуатации нужна профилактика. При необходимости проводят ремонт. Самым «тонким» местом трубопроводов можно назвать сварочные швы и стыки. Они должны быть хорошего качества.
Без этого конструкцию на большое расстояние – не протянешь. Есть технологии в сварке, используя которые, можно построить надежный трубопровод. Охарактеризуем некоторые из них.
КЛАССИФИКАЦИЯ ТРУБОПРОВОДОВ
Они подразделяются в зависимости от того, что предстоит перемещать. Трубопроводы бывают промышленными, технологическими (на предприятиях, между ними), магистральными, для подачи горячей и холодной воды, газа и канализационными. Эта специфика определит, на каком материале остановиться: металле, пластике или керамике.
Стыкуют части трубопровода 3-мя способами. Взрывом при трении (механический). Плавлением (это уже термический). Отнесем сюда плазменную, электролучевую и газосварку. Магнитоуправляемой дугой путем контактного стыка (термомеханическим).
Из них выбирают один, исходя из параметров и материала будущей конструкции.
Отметим, что указанные способы — универсальны, соединят трубу любого d . Плавление распространяется на электродуговую и газосварку. К давлению прибегают в газопрессовой сварке, когда холодная, а также контактная и ультразвук. Кстати, механизированная и электродуговая в ручном режиме первенствуют.
ПЛАВЯЩИЕСЯ И НЕПЛАВЯЩИЕСЯ ЭЛЕКТРОДЫ
Они популярны на трубопроводах из разряда технологических. Результативней пользоваться вручную электродом, можно и через автомат. Сварку выбирают аргонно-дуговую. Процесс трехэтапный.
No1.Экипируем сварщика и подготавливаем части конструкции. Прежде всего – техника безопасности. Требуется, безальтернативно, спецовка и защитная маска. Сами трубы тщательно зачищают. Варить там, где есть следы краски, коррозии, грязь, нельзя. Щеткой по металлу тщательно обрабатывают стыки и вокруг них. Можно пользоваться абразивом, к примеру, наждачкой. Иначе не избежать в шве так называемых пробелов.
No2.Сварка. Прежде зажигают электрод для возбуждения дуги. Теперь главное – удержать ее. При этом без разницы вручную или с помощью инвертора. После варят шов, какого типа – решает мастер, по ситуации. Выбор технологии сварки зависит от, расположения труб, из какого материала они сделаны и «стратегии» сварного и т.д. Как и ответ на вопрос, как вести электрод. Во время процесса шов зачищают от образующегося шлака.
No3. Проверка на качество. Готовый шов проверяют одним из доступных методов контроля.
О технологии. Она почти идентична для всех видов трубопроводов. Качества можно добиться при соблюдении поэтапности в работе, с учетом, какие швы предстоит варить и герметичности и достаточного опыта мастера.
СТЫКОВКА ТРУБ
Тем, кто намеревается стать профи в сварном деле, пригодится и теория, и практика. Ведь даже для сварки всего 2-х деталей применимы 33, может больше, способа. Пожалуй, более всех известны тавровые, угловые соединения, а также внахлест и встык.
Выбранный способ должен соответствовать характеристикам металла, и предназначению коммуникаций. Если взять многим известную систему отопления централизованного типа, то трубы сейчас больше сваривают встык. Надежность определит провар, который идет вкруговую.
Набор швов дуговой сварки представлен вертикальными, горизонтальными, потолочными и нижними, всего 4. От их местоположения в пространстве зависит выбор технологии.
Проще всего с нижними. Если свариваемая конструкция позволяет, то сварщик поворачивает ее вниз. Преимущества налицо. Металлу некуда стекать, брызги не полетят вовсе. Прокладка технологического трубопровода характеризуется многочисленными ответвлениями. Для него используют почти все виды швов, ведут сплошняком, можно и прерывисто.
Читайте также: Сварщик ручной сварки полимерных материалов вредные факторы
СПЕЦИФИКА
У ручной дуговой сварки на трубопроводах в сравнении со сваркой плоских деталей, существуют отличия. Есть основной набор параметров, которые нужно соблюдать. И у ее подвидов – аргонной и газовой – тоже. Они в ходу на газо- и водопроводах.
Для расчета оптимальной силы варочного тока d электрода умножается на 35. Допустим, у вас проводник 2 мм, значит, ток нужен 70 А. Некая условность примера не исключает закономерность. Если варите трубы малого d толщиной до 5 мм, то 175 А хватит за глаза.
Для удержания дуги дистанция, отделяющая проводник от металла, должно сохраняться на одном уровне. Ее расчет делают с учетом d электрода плюс 1. Допустим, электрод 5 мм, значит, дистанция – 6 мм.
СВАРКА ТРУБ ДИАМЕТРОМ ДО 10 СМ
- ПЕРВЫЙ ЭТАП. Сборка стыков вручную с прихватом точечным методом. Допустим, 2 точки, одна напротив другой.
- ВТОРОЙ ЭТАП. Сварка стыков. Если толщина четыре миллиметра и больше, прежде идет корневой шов, затем – валик. Причем у шва горизонтального новый валик идет всегда противоположно предыдущему. Допустим, сначала слева направо, потом наоборот и т.д.
Если толщина конструкции в диапазоне 3-х-8-ми сантиметров, сварка ведется небольшими участками. Будет лучше в плане качества.
ПОВОРОТНЫЕ СТЫКИ
Их относят к сложным работам. Так что нужно придерживаться существующих правил.
Скорости поворота детали и проводки проводника нужно соблюдать паритетными. У последнего она определяется толщиной свариваемой детали. Чем больше, тем дольше длится сварка. Лучше всего, когда сварочная ванна находится под углом в 30 градусов.
Где деталь поворачивается на 180 градусов, работают поэтапно. Прежде в 2 подхода осуществляют сварку 2-х верхних четвертей d трубы. Один шов идет другому навстречу. Допустим и 1 слой, и два. Потом поворот на 180 градусов, и проваривают стык, что остался. После поворот опять на 180 градусов и варят шов до самого конца.
СТЫКИ ИЗ РЯДА НЕПОВОРОТНЫХ
Еще сложней. Трубы варят, используя рассматриваемый способ сварки, безукоризненно следуя инструкции.
- ВЕРТИКАЛЬНЫЕ. Варят поэтапно. Вначале стык по периметру делят вертикально (условно) пополам . Далее переходят к сварке потолочной части , горизонтальных и нижних отрезков. Идут с первого положения к последнему, используя короткие дуги.
Для информации. Потолочной будет та часть, что занимает около 20 градусов от низа конструкции. Нижней, наоборот, 20 градусов от верха. Между ними – горизонтальная часть. Расчет коротких дуг ведут по формуле «диаметр электрода : 2».
- ГОРИЗОНТАЛЬНЫЕ. Стыкуют углом назад. Электрод ведут под 80 градусов к оси. Работают средней дугой. Применяют на трубах и малого, и большого d.
Придерживаясь данных электросварочных рекомендаций, можно добиться качественного соединения. Сваренный водопровод получится герметичным и многие годы будет служить без проблем.
ЗАКЛЮЧЕНИЕ
Дуговую сварку повсеместно применяют при сварке многих видов трубопроводов. Сложность в том, что свариваемые конструкции могут занимать отличные друг от друга положения в пространстве. Потому для их соединения однотипного шва не хватит. Нужны разные.
Тем, кто ранее набрался опыта в сварке, проще освоить премудрости ручной дуговой сварки разного d труб. Если зачистка свариваемых конструкций выполнена тщательно, то можно получить качественный результат.
Технология сварки труб

Под трубопроводом подразумевается инженерная коммуникация, при которой подача рабочего вещества осуществляется через трубы (вода, газ, нефть и т.д.). Чтобы обеспечить качественную подачу, необходимо не только правильно его проложить, но и время от времени проводить ремонтные и профилактические работы. Здесь как раз не обойтись без стыковки элементов между собой. Рассмотрим, что такое сварка труб, как сваривать трубы электросваркой, какие техники необходимо применить на практике для создания герметичного трубопровода.
Читайте также: Аппарат точечной сварки 220 вольт
Виды трубопроводов и сварка
Трубопроводов существует огромное количество, которые используются для перемещения разных материалов и рабочих жидкостей. Отталкиваясь от их предназначения, есть следующая классификация:
- технологические;
- магистральные;
- промышленные;
- трубопроводы газоснабжения;
- водяные;
- канализационные.
При изготовлении трубопровода применяются различные материалы – керамика, пластик, бетон и различные виды металлов.
Современные сварщики для стыковки труб используют три основных способа:
- Механический осуществляется за счет взрывов в результате трения.
- Термический, который осуществляется за счет плавления, например газовой сваркой, плазменной или электро-лучевой.
- Термомеханический производится за счет магнитоуправляемой дуги посредством стыкового контактного метода.
Существует множество типов сварки, которые разделяются по многим классификациям. Перед тем, как варить трубы, нужно разобраться, каким способом лучше всего это делать. Теоретически, каждый вид подходит для сварки труб малого диаметра и большого. Она может осуществляться плавлением и давлением. К методам плавления относятся электродуговая и газовая сварки, а к методам давления – газопрессовая, холодная, ультразвуковая и контактная. Самыми распространенными способами для соединения коммуникаций является ручная электродуговая и механизированая.

Сварка труб электросваркой плавящимся и неплавящимся электродами
Эффективнее всего проводить сварку технологических трубопроводов электродом вручную или посредством автомата. Это может быть методика работы плавящимся или неплавящимся электродом (аргонно-дуговая сварка). Технология сварки труб реализуется в три основных этапа:
- Подготовительный, который делится на две части – подготовка мастера и подготовка материала. К подготовке сварщика стоит отнестись очень ответственно, так как от этого зависит его безопасность. Обязательно нужно подготовить спецодежду и защитную маску для глаз, чтобы предотвратить ожог яркими искрами. Под подготовкой деталей имеется в виду тщательная зачистка труб под сварку от коррозии, краски и загрязнений. Перед ручной дуговой сваркой трубопроводов нужно хорошо металлической щеткой или наждачной бумагой обработать стыки и площадь, прилегающую к ним. Если этого не сделать, то могут быть «пробелы» в самом шве, так как материал «не перехватится» на загрязненную трубу.
- Сварочный процесс. Когда все готово, можно начинать. Самое основное в дуговом способе ( вне зависимости вручную она проводится или инвертором) это удержать дугу. Сначала необходимо зажечь электрод и возбудить дугу. Затем полноценно производится шов. Его тип выбирается непосредственно мастером в процессе работы. На способ ведения электрода и на технологию сварки трубопровода в целом влияет множество факторов – расположение труб, материал их изготовления, предпочтения сварщика.
- Проверка качества работы. Когда шов готов (не стоит забывать оббивать шлак, который образуется над ним в виде валика), можно запустить коммуникацию на предмет контроля качества соединения.
Технология сварки водопровода, газопровода и других инженерных коммуникаций практически одинаковая. Важно соблюдать последовательность действий и учитывать виды швов в разных положениях, так как от умения их варить и будет зависеть качество коммуникации.

Как состыковать трубы
Для новичка, который хочет в совершенстве овладеть сваркой, необходимо знать все тонкости этого процесса. Для сваривания двух труб существует более 30 способов. Рассмотрим самые распространенные способы сварки труб:
- в угол;
- в тавр (перпендикулярно по отношению друг к другу);
- в стык;
- внахлест.
Тип стыковки труб выбирается в зависимости от типа металла, вида сварки и характера коммуникации. Например, трубы для системы централизованного отопления чаще всего соединяются встык с помощью электросварки. Для качественного шва, главное – сделать провар по всей толщине изделия.
Большую роль в технике сварки труб ручной дуговой сваркой играют типы шва, которые классифицируются на четыре основных группы:
Каждый из этих способов имеет свою технологию выполнения. Самое удобное и простое для выполнения качественного соединения – нижнее положение. Если есть возможность перемещать и поворачивать элемент, то мастер старается их установить именно в нижнее положение. При этом, во время работы, металл не стекает вниз, как при вертикальном шве, не разбрызгивается по сторонам, как при потолочном положении. Сварка технологических трубопроводов проводится, применяя все эти виды, так как коммуникации имеют множество разветвлений.
Читайте также: Что такое сварочная дуга в сварке
По типу продолжительности шва на трубопроводе, они разделяются на сплошные и прерывистые швы.
Особенности сварки труб
Ручная дуговая варка трубопроводов значительно отличается от работы с плоскими деталями. Тоже самое касается и других видов, которые применяются для водо- или газопроводов (аргонная, газовая). Далее представлены самые основные аспекты сварки труб ручной дуговой сваркой:
- Режимы настройки аппарата:
- сварочный ток рассчитывается следующим образом: диаметр электрода нужно умножить на 35. Это и будет оптимальная сила. Например, при работе с проводником в 3 мм, сила тока будет (3х35) 105А. конечно, эта цифра условная, но в среднем так и получается. При сварке труб малого диаметра и толщины не более 4мм, больше 150Атне потребуется;
- чтобы удержать дугу, необходимо четко соблюдать расстояние между проводником и металлам. Его рассчитывают исходя из диаметра электрода +1. Например, при электроде в 4 мм, расстоянием для дуги будет 5мм.
- Сварка труб малого диаметра (до 10 см):
- изначально стыки собираются вручную и прихватываются точечным методом (достаточно двух точке, располагающихся друг напротив друга);
- при стыковке деталей толщиной 4 мм и более варят в два слоя – сначала корневым швом, а потом валиком;
- горизонтальный шов при сварке труб малого диаметра каждый валик укладывается в противоположном направлении. Например, первый – справа налево, второй – слева направо, третий – справа налево и так далее;
- детали, толщиной от 3 до 8 сантиметров нужно сваривать небольшими участками, для получения более качественного соединения.

- Поворотные стыки и сварка труб большого диаметра:
- скорость поворота изделия должна равняться скорости ведения проводника (она устанавливается, отталкиваясь от толщины изделия (более толстые свариваются немного дольше);
- самое выгодное положение сварочной ванны – 30 градусов от верхней точки;
- при сваривании на участках, где есть возможность повернуть изделие на 180 градусов, работа производится в три этапа. Первый — в два приема сваривают две верхние четверти диаметра трубы в направлении навстречу друг другу в один или два слоя. Второй – повернуть изделие и проварить оставшийся стык. Третий – опять поворачивают на 180 градусов и доваривают шов до конца.
- Неповоротные стыки варить намного сложнее, поэтому для сварки труб ручной дуговой сваркой существует определенная технология:
- вертикальные стыки варятся в два этапа. Периметр стыка условно делится вертикальной прямой линией на два участка. Они оба в итоге три положения: потолочное, горизонтальное и нижнее. Потолочным называется участок, занимающий примерно 20 градусов от самой нижней точки детали. Нижним – 20 градусов от верхней точки изделия. Между этими положениями находится горизонтальное положение. Работу необходимо начинать с потолочного положения и вести электрод в нижнему. Каждый участок обрабатывается короткими дугами, которые рассчитываются так: D(эл)/2.
- горизонтальные стыки скрепляются углом назад. По отношению к оси электрод должен располагаться 80 градусов. Работа производится на средней дуге и для сварки труб малого диаметра и большого.
Соблюдая эти правила при сварке водопроводных труб электросваркой получится ровный и красивый шов, а главное герметичный, прочный и долговечный.
В завершении важно отметить, что дуговая сварка труб широко используется для работы с разными типами проводов. Мы рассмотрели, как правильно варить, находящиеся в разных положениях детали. В этом и заключается особенность обработки данных элементов, так как они соединяются разными типами швов, в разных положениях.
Новичкам, которые уже набили руку к разным видам соединения, не сложно будет адаптироваться к сварке труб ручной дуговой сваркой. И не стоит забывать, что половина успеха зависит от качества зачистки труб под сварку.
Технология сварки трубопроводов отлично показана в следующем видео:
Источник https://ab-dpo.ru/portal/promyshlennaya-bezopasnost-articles/svarka-stalnykh-trub/
Источник https://umelyeruki.ru/vidy-shvov-pri-svarke-trub-ruchnoy-dugovoy-svarki/