Оборудование ХТС
В последние два десятилетия широкое рапространение на литейных предприятиях Российской Федерации и мира получила технология изготовления литейных форм и стержней из холодно-твердеющих смесей со связующими на базе смолы и отвердителей/катализаторов (процесс ХТС). Объяснением этому является большие технологические и экономические преимуществами ХТС в сравнении с более традиционными песчано-глинистыми и современными типа ЛГМ технологиями:
- применение как для изготовления форм, так и стержней единых компонентов (песок, смола, катализатор);
- приготовление смеси и подача ее в опоки (стержневые ящики) совмещены в одном агрегате — смесителе;
- высокая точность стержней и форм, возможность ухода от пригара;
- отсутствуют дефекты отливок, связанные с подутием форм, их размывом, обрушениями, уменьшается количество газовых раковин;
- возможность получать отливки до 7 класса точности по ГОСТ 26645-85; снижается расход металла и объем механообработки;
- возможность использования одной и той же оснастки при переходе на ХТС, в т.ч. можно использовать модели из дерева, в то время как машины с гидравлическим прессованием требуют металлическую модельную оснастку;
- стержни лёгко удаляются из внутренних полостей отливки, так как смола под воздействием температуры залитого металла выгорает и стержень рассыпается;
- для упрочнения форм не требуется тепловой обработки в сушилах или тепла нагретой оснастки;
- ХТС может использоваться при изготовлении отливок практически любой конфигурации из черных и цветных сплавов;
- ХТС могут быть адаптированы к различным требованиям по производительности, качеству (включая чистоту, размерную и весовую точность, товарный вид и пр.), возможностям инвестиций, экологическим и климатическим условиям, квалификации персонала;
- возможность отказа от опочной оснастки, экономия площадей и средств механизации;
- быстрая смена оснастки и, как следствие, гибкость при изготовлении многономенклатурной продукции, особенно при мелкосерийном и серийном производстве;
- снижение расхода формовочной смеси относительно тонны литья. Расход смеси при ХТС 2. 4 тонны на 1 тонну годного литья. Средняя норма расхода при ПГС 7. 8 тонн.
- возможность практически полной регенерации формовочной смеси и использование 90. 95% регенерата после механической регенерации (для фуран-процесса) и до 100% после термической регенерации.
Применение технологии ХТС и поставляемое компанией «РУСЛИТТЕХ» оборудование ХТС позволяет уменьшить в 2- 3 раза объём формовочных смесей, уйти от организации сверхдорогостоящего огромного по размерам смесеприготовительного отделения, резко снизить объём внутрицеховых транспортных операций. Сухой песок и выбитая смесь перемещаются пневмотранспортом по трубам диаметром 50. 150 мм, что позволяет отказаться от громоздких, требующих ощутимого обслуживания ленточных транспортёров, эстакад, подземных траншей и полностью исключить пыление при транспортировке.
Читайте также ГОСТ 12.2.046.0-2004
Оборудование ХТС поставляемой нашей компанией «РУЛИТТЕХ» можно разделить на следующие главные типы:
Литье в холоднотвердеющие смеси

К холоднотвердеющим относятся все смеси, процесс отвердения в которых запускается без участия сушильных печей. В раствор вводят отвердители и связующие вещества, обеспечивающие самозатвердевание смесей в естественных условиях в течение 10-15 минут. Современная технология напоминает традиционную, при которой металл заливали в песчано-глинистые формы. Разница в том, что сегодня в качестве связующих элементов включают искусственные смолы.
Когда целесообразно литье в холоднотвердеющие смеси
Чтобы смолы отвердели, используют технологию продувки. Такой способ позволяет изготавливать отливки 7 класса точности, соответствующие параметрам ГОСТ 26645-85.
Есть две причины, из-за которых ХТС использовать нежелательно: высокая стоимость синтетических смол и вызывающая сложности регенерация смесей. С экономической точки зрение участие холоднотвердеющих смесей обосновано только в ситуации, при которой масса формы к массе заливки относится в пропорции 3:1. По этой причине смеси применяют не всегда, а в основном для производства стержней, основное назначение которых — формовать в отливе полости.
К положительным сторонам метода литья в ХТС относят высококачественные поверхности, без засоров и газовых дефектов, которые могут возникать при использовании других технологий.
Классификация смесей
К основным компонентам, которые входят в состав ХТС, относятся кварцевый песок, органическая или полимерная смола и вещество, которое отвечает за быстрое отверждение смолы — катализатор. Кроме перечисленных составляющих в смесь добавляют регуляторы скорости отверждения, а также другие компоненты, благодаря которым материал достигает необходимого технического состояния. Например, некоторые из них делают более легким процесс выбивки, другие повышают антипригарность, термостойкость или газопроницаемость.
Сейчас производят более 100 разновидностей ХТС, применяемых для изготовления стержней и форм. Их можно разделить на категории, используя такие критерии, как:
- способ отверждения — продувка реагентами или ввод катализатора;
- вид связующего компонента — неорганического, органического, смешанного;
- реологические качества смесей — жидкоподвижные, сыпучие, пластичные;
- длительность отверждения — от 5-180 секунд до 30-45 минут.
Связующие подбирают, учитывая экономические показатели, экологические требования, необходимое качество отливок, регенерирующие свойства смеси, если ее планируется использовать повторно. Формы и стержни, изготовленные с помощью ХТС, могут иметь простую или сложную структуру, обладать высокой чистотой поверхности и максимально точной геометрией.
Как происходит процесс литья
Основное оборудование для приготовления холоднотвердеющих смесей — мощные шнековые или лопастные смесители. Вследствие быстротекущего производственного процесса установки размещают прямо на участке для изготовления форм.
В первую очередь в смеситель загружают кварцевый песок, затем из отдельных резервуаров по трубам поступает жидкий катализатор, следом за ним — смола, также в жидком виде. Пластичность состава сохраняется недолго, не более получаса. За это время нужно успеть выполнить формовку, иначе смесь затвердеет и производство остановится. Из смесительной установки раствор ХТС подается напрямую в стержневые ящики — опоки.
Читайте также Модельная оснастка для литейного производства
Особенности литья в ХТС

Технологию литья в ХТС ценят за то, что готовые формы для отлива деталей можно применять неоднократно. Некоторые компании целенаправленно используют этот способ, чтобы заметно минимизировать затраты — не приходится каждый раз изготавливать новые формы. Таким образом, компенсируется высокая себестоимость получения ХТС, при этом готовые отливки выходят идеально точными, ровными и гладкими. Они не требуют доработки, которая повлекла бы за собой дополнительные вложения.
ХТС процесс — это производство форм и стержней для отливок, для которого используют холоднотвердеющие смеси. Их обычно готовят из сыпучих составов путем воздействия газовыми реагентами. За прочность раствора отвечают вещества с сильными скрепляющими характеристиками, их также добавляют в процессе изготовления смеси. Термообработки для застывания и отвердения не требуется.
ХТС-технология возникла и стала востребованной около 10 лет назад, то есть ее можно считать сравнительно молодой. Ее нельзя отнести к массовым методам вследствие некоторой сложности процесса и высоких затрат, но преимущества технологии уже оценили металлургии и других отраслях промышленности.
Формовка происходит путем заливки ХТС в опоку. Затем требуется небольшое время для отверждения, обычно 20-30 минут. Температура на участке поддерживается в области комнатной, то есть около +20°С. В результате получаются литейные ХТС. По размеру они меньше песчаных аналогов, но по стоимости выше, поэтому их редко выбирают для массового производства. Но зато литьем в ХТС легче производить сложные отливки, в которых нужно делать углубления.
Сам процесс происходит быстро, без лишних процедур и манипуляций. Главные условия для достижения требуемого результата — хорошее качество сырья и точное время изготовления. Это простая технология даже по сравнению с литьем в землю. Там необходимо производить трамбовку заготовки, а это дополнительные усилия, более длительный промежуток времени и, в целом, усложненный процесс.
Готовые формы после литья можно применять повторно. Если производство не ограниченное, а серийное, за счет многократного использования происходит значительная экономия и материальных средств, и трудовых затрат. Готовое изделие изначально получает необходимую, точно выверенную форму с гладкими стенками без повреждений и дефектов. Отсутствие доработки также положительно сказывается на экономии средств.
Для производства сложных изделий закладываются припуски на доработку в границах 1-3 мм. Это мало, если сравнить с альтернативными технологиями. Например, при литье в песок припуски 5-40 мм, как и доработка, считаются нормой, а большое количество отходов — естественным последствием. Не удивительно, что при массовом производстве металлические отходы просто огромны и невыгодны предприятию. На этом фоне более экономичные ХТС уже не кажутся настолько дорогостоящими.
Некоторые виды металла отличаются высокой ценой и сложной обработкой, поэтому для них лучше подбирать метод, благодаря которому создаются высококачественные отливки без доделок. К таким металлам относятся дорогие виды стали, алюминий медь, легированный чугун.
Читайте также Оборудование литейное из Китая 2022
Достоинства формования из ХТС

Все, кто выбирают эту технологию, опираются на ее преимущества перед альтернативными технологиями:
- возможность автоматизировать производственный процесс;
- высокое качество отливок, соблюдение максимально точных размеров;
- снижение энергозатрат вследствие естественного изготовления без нагрева;
- минимальное количество повреждений и дефектов при выпуске форм;
- уменьшение трудоемкости операций по доработке;
- снижение себестоимости из-за использования простых установок;
- минимизация вредных выбросов;
- общее повышение качества труда.
Перечисленные преимущества и дали старт более активному применению ХТС в литейном производстве. Но нужно помнить и про сопутствующие минусы. Один из них — токсичность связующих компонентов, из-за которой к изделиям при хранении, транспортировке и эксплуатации предъявляются особые требования. Второй недостаток — отсутствие в составе наномодификаторов, положительно влияющих на кристаллизацию расплава и изменение формовочной массы.
ХТС-процесс получил одобрение на литейных предприятиях благодаря преимуществам и с экономической точки зрения. Благодаря ему происходят следующие процессы:
- объем формовочных смесей уменьшается в 3-4 раза за счет присутствия в составе 90-95% регенерата;
- мелкосерийное и серийное производство становится более гибким и оперативным благодаря быстрой замене оснастки;
- сокращается количество цехов и внутрицеховых транспортировок из-за снижения объемов операций.
Вследствие перечисленных положительных сторон и преимуществ современные ХТС становятся все более популярными и востребованными, несмотря на токсичность связующих компонентов. Негативные моменты компенсируются сокращением вредных выбросов, снижением энергозатрат, улучшением условий труда и ростом рентабельности производства.
Оборудование для формовки в холодно-твердеющие смеси ХТС _No-Bake-процесс: Фуран, Альфасет и др. смесители ХТС, выбивные решетки, системы регенерации, стержневые машины, формовочные линии
Технология литья по ХТС крайне востребована, когда нужны высока точность производимых изделий, не случайно по ней отливаются различные элементы двигателей. Точность зависит о множества факторов, если не ключевым, то одним из самых существенных среди них является качество стержней. Пескостержневые машины могут быть по горячему и холодному процессу.
— амин-процесс — COLD-BOX amin — продувка амином. Такие стрежневые автоматы рекомендуется устанавливать кабинетного типа для изоляции паров амина, поставляются с нейтрализаторами амина для обеспечения безопасности труда
По виду разъема пескостержневые машины бывают с вертикальным, горизонтальным и комбинированным разъемом ящика.




Смеситель непрерывного действия ХТС используется для приготовления песчаной смеси. Песок, смола и отвердитель непрерывно подаются в смешивающий рукав смесителя, где осуществляется эффективное смешивание компонентов благодаря движению перемешивающих лопаток. Смесители ХТС непрерывного действия просты в управлении. В комплект поставки входят баки для смолы и отвердителя, подача реализована дозаторами.
По конструкции смесители непрерывного действия ХТС подразделяются на однорукавные серии S24, двурукавные серии S25 и двурукавные с гидравлической регулировкой высоты серии S27.
Похожие записи:
- Оборудование для литья по выплавляемым моделям
- Приобретение мини-литейного завода – готовый бизнес с быстрым стартом
- Литейное и формовочное оборудование
- Люди Волковысского завода литейного оборудования
Оборудование ХТС (машины холодно твердеющих смесей)

Компания «Сиблитком» предлагает купить оборудование ХТС по низкой цене в Новосибирске. Продажа, монтаж, проектирование оборудования ХТС. Быстрая доставка по России и СНГ.
Cмесители ХТС (холодно твердеющих смесей)
Смесители непрерывного и периодического действия по технологии ХТС поставляются нашей компанией уже более 10 лет и зарекомендовали себя как самостоятельные единицы оборудования, так и ключевые звенья в составе автоматических линий. Смесители могут иметь…
Выбивные решетки для литейного производства
Установки для разрушения литейных форм могут быть разных параметров и производительности. Для крупных производств оптимальны выбивные решетки с боковой выгрузкой и без выгрузки с приводами несбалансированного типа. Возможно изготовление данного типа оборудования под…
Мобильный комплекс регенерации с доставкой по СНГ
Данный мобильный комплекс регенерации представляет собой комплект оборудования, компактно смонтированного на жесткой раме и обеспечивающего переработку отработанной смеси и ее подачу обратно на участок формовки Не требует сложных подготовительных работ по фундаменту. Рекомендуем…
Автоматический промышленный манипулятор с доставкой по РФ
Применяется для сбора и кантования опок/форм в формовочных линиях ХТС, ПГС. Данное устройство может использоваться как для формовки в опоках, так и для безопочной формовки Оборудование может быть оснащено гидравлическим или электромеханическим приводом…
Кантователь для опок, форм, пресс форм с доставкой по СНГ
Кантователь пресс форм осуществляет переворачивание формы с поддоном для упрощения операции извлечения модели, когда формы, стержни, или опочные формы, изготавливаются в едином производственном цикле Устанавливается на автоматические и полуавтоматические линии ХТС для повышения…
Вибростол ХТС с рольгангами
Вибростол является надежным методом улучшения качества литейной формы, его преимущество заключается в том, что он производит одинаковую обработку смеси. При работе в паре со смесителем ХТС управление вибростолом осуществляется в автоматическом режиме Вибростолы…
Системы регенерации ХТС (холодно твердеющих смесей)
Системы механической регенерации используют принцип оттирки зерен смеси для удаления/снижения пленки смолы, которая связывает данные зерна. Мы поставляем такие системы «под ключ» производительностью: 4 — 6 т/ч, 10 — 12 т/ч, 15 —…
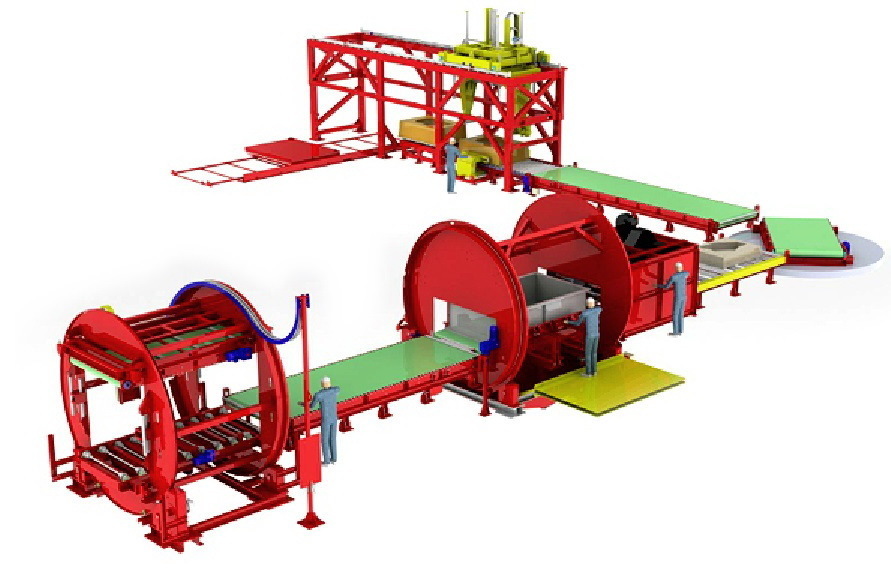
Полуавтоматическая формовочная линия для литейного производства — поставим «под ключ» в любую точку России, Казахстана и других стран СНГ
На полуавтоматических формовочных линиях производится изготовление холодно-твердеющих смесей по альфа-сет процессу на основе смеси свежего кварцевого песка и регенерата, виброуплотнение смеси в оснастке и транспортировка готовых полуформ на участок сборки и заливки. Для…
Получите коммерческое предложение сейчас
Подробное технико-коммерческое предложение придет к вам на почту!
Лучшие условия работы
Скидки и бонусы для новых и действующих клиентов
При 100% оплате запуск — бесплатно
Гарантия на оборудование до 24 месяцев
Лизинг в ведущих компаниях
Авансовый платёж от 15%
Документация для строительной части от 5 до 20 дней с момента заключения Договора
Минимальная стоимость оборудования
В литейной промышленности широкой популярностью пользуется технология производства ХТС. Аббревиатура расшифровывается как холодно-твердеющие смеси, а технология используется для изготовления форм и стержней разных габаритов. Компания «Сиблитком» в Новосибирске приглашает производственников и потенциальных деловых партнеров просмотреть предлагаемый товар и приобрести его по низкой цене.
Преимущества процесса ХТС
Оборудование для холодно твердеющих смесей обеспечивает выпуск высокоточной и высокопрочной продукции, оно применимо как в серийном, так и в мелком производстве. Производственный процесс с использованием ХТС имеет множество преимуществ:
- удобен для изготовления смеси, весь процесс происходит в одном агрегате – смесителе;
- характеризуется невысокой трудоемкостью замены оснастки;
- исключает образование дефектов в отливках, минимизирует количество воздушных раковин в заготовках;
- уменьшает расход формовочной субстанции, дает возможность ее вторичного использования после регенерации;
- минимизирует расходы на дополнительную обработку.
Покупая оборудование для ХТС, вы обеспечиваете высокопрочные изделия 7 класса точности по ГОСТу.
Принцип работы и отличия от других методов
При производстве ХТС в состав добавляются смолистые связующие вещества. Затем он тщательно перемешивается и приобретает вязкость. Вязким составом наполняют стержневой ящик, где субстанция затвердевает и превращается в стержень.
Машины для производства формовочной смеси качественно ее смешивают и обеспечивают интенсивность потока воздуха. Наиболее эффективны в этом плане лопастные смесители непрерывного действия. Принцип их работы:
- Компоненты смешиваются посредством быстро вращающихся лопастей, вмонтированных в рабочую камеру агрегата.
- Насосы дозированно поставляют в рабочую камеру смолу и катализатор.
- Добавление песка регулируется посредством заслонки.
- Необходимую температуру песочной фракции обеспечивают электронагреватели.
В производстве используются как быстро застывающие, так и медленно затвердевающие катализаторы. Максимального эффекта и расчетной плотности состава достигают при помощи вибрирующего стола (вибростола). Крупным производствам, выпускающим большой объем продукции, целесообразно пользоваться автоматическими формовочными линиями.
Если сравнить литье на основе ХТС и литье на базе песочно-гравийной смеси (ПГС), то расход субстанции в первом случае окажется в разы ниже. Помимо этого, в первом случае отработанная смесь регенерируется (восстанавливается) и может быть использовано повторно.
При сравнении с литьем «в землю» открываются другие преимущества:
- отсутствие наплывов и погрешностей по размерам;
- получение чистой заготовки или детали, не требующей дополнительной обработки (при изготовлении лопастей, пресс-форм и др.);
- минимальные припуски на поверхности, требующие обработки;
- почти полное отсутствие газовых раковин и пористости;
- меньшая масса изделия как результат улучшенного качества отливки и возможности давать меньшие припуски.
Таким образом затраты на оборудование для ХТС-процессов окупаются снижением потерь времени и расхода материалов на производство при заметном улучшении результата.
Основные узлы оборудования
В компании «Сиблитком» можно купить комплект составляющих для линии ХТС-процесса или приобрести определенный агрегат из имеющегося в продаже ассортимента:
- Смесители непрерывного и периодического действия. Они обеспечивают качество приготовляемой ХТС. Имеются модели в разном исполнении и различного типа.
- Выбивные решетки. Используются для выбивания отливок после их застывания в формах и разрушения отработанных форм.
- Мобильные комплексы регенерации. Этот комплект оборудования выполняет несколько операций от разбивки использованных форм до транспортировки песка на участок повторной формовки.
- Автоматические промышленные манипуляторы. Функцией данного оборудования является кантовка опок и форм при их нахождении на формовочных линиях (как ХТС, так и ПГС).
- Кантователи для пресс-форм. При изготовлении опочных форм и стержней в рамках одного производственного цикла это оборудование упрощает процесс извлечения моделей путем проворачивания поддона с формами.
- Вибростолы с рольгангами. Обеспечивает равномерную обработку (уплотнение) формовочной субстанции, значительно улучшая качество литейной формы.
- Системы механической регенерации. В этом агрегате происходит оттирка зерен песка от пленок смолы, связывающей песок в составе. Компания предлагает агрегаты с разной производительностью: 4-6, 10-12, 15-20 и 25-30 тонн в час.
- Полуавтоматические формовочные линии. Этот комплекс оборудования выполняет практически весь цикл производства ХТС от изготовления субстанции из свежего кварцевого песка до обеспыливания и охлаждения смеси.
Покупка оборудования в компании «Сиблитком» преимущественна во всех отношениях. Вы получаете выгодное коммерческое предложение, приобретаете товар самой приемлемой стоимости и возможность его своевременной доставки. Воспользоваться всеми этими привилегиями несложно – оставьте заявку на звонок в форме обратной связи и проконсультируйтесь с менеджером.
Наше оборудование в работе
Многолетняя и стабильная работа нашего оборудования — лучший показатель качества и надежности.
Источник https://enersb.ru/litejnoe-oborudovanie/oborudovanie-hts/
Источник https://siblitcom.ru/katalog/formovochnoe-oborudovanie/oborudovanie-xtc/